これだけは知っておきたい電気設備の基礎知識をご紹介します。このページでは「電動機の点検方法と点検基準」について、維持管理や保全などを行う電気技術者の方が、知っておくとためになる電気の基礎知識を解説しています。
電動機運転時の点検方法
運転中の電動機が、正常に回転しているかどうかを常に点検を行い、異常を早期に発見して事故による停止などを未然に防止することは、ビルや工場設備においては非常に重要なことといえます。この点検の方法としては、おもに視覚,触覚,聴覚などの五感にたよることが多いのですが、ときによっては、電流計や温度計などの測定器を用いる場合もあります(第1図)。
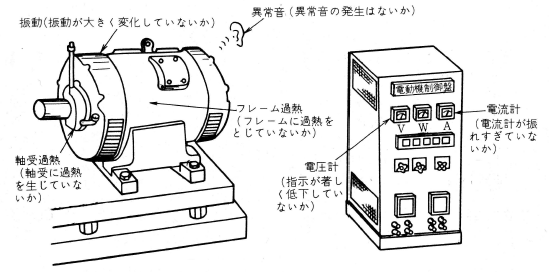
電圧計の指示が著しく低下していないか
電動機は、定格電圧の上下10%内の電圧変動に対しては、定格負荷を異常なく運転できるようになっていますが、電圧低下が15%も20%にも達するときは、電圧が低下した分だけ、負荷電流が増大して、銅損による発熱が多くなり、ひどいときはコイルが焼損することもあります。
電流計が振れすぎてはいないか
電動機は,、定格出力の近くで運転する場合が最も能率がよくなるように設計されていますので、電流計の振れが、定格電流に近い値で運転されていることが望ましいといえます。
しかし、定格電流以上の電流が流れている場合は、過負荷となってコイルの焼損や寿命短縮の要因となりますので、注意が必要です。低圧電動機の制御盤などには、電流計を省略したものがありますが、このような場合でも、定期的にクランプ電流計などで、電流を測定することが望ましいです。
フレームや軸受に過熱を生じていないか
一般に、運転中の電動機では、フレームと軸受に手を触れてみて、異常に温度が上昇していないかを調べます。目安としては、フレーム中央部で50℃、軸受で40℃ をこえる場合は、原因を確かめる必要があります。電動機の吸気と排気の温度差が大きいときは、ごみなどの付着による冷却空気量の減少によることが多いので、フィルタなどを清掃します。また、軸受の温度上昇が大きいのは、グリースの劣化やじんあいの混入、詰め過ぎやベアリングの損傷などが原因と考えられます。
異常音の発生はないか
電動機の運転中は、ある程度のうなり騒音はありますが、いつもと違った異常があったら念入りに調査して、その原因を突き止めるようにしましょう。電動機の騒音には、通風音,機械音,電磁気音などがありますが、運転中に電源を切り、騒音が消えれば電磁気音であり、消えなければ、通風音,機械音といえます。異常音の検出は、電動機のそばよりも、やや離れた位置で聞く方がわかりやすいことがあります。
振動が大きく変化していないか
運転中の電動機の各部に手を触れてみて(安全を確認しながら)、振動が大きく変化していないかを調べます。手の触感により、平常時の振動の感覚を記憶しておくとよいでしょう。振動の原因としては、据付け心出しの狂いや基礎ボルトのゆるみなどがあります。
異臭の発生はないか
電動機の運転中に、巻線や口出線などが過熱,焼損すると、絶縁ワニス,ゴムなどの焼ける臭いや煙が出ます。また、軸受の焼付けでも異臭を発生します。このように電動機の運転中は負荷電流をはじめとして、温度,音,振動,臭,煙,火花,漏油などに充分注意を払い、異常時には正しい処置をとる必要があります。
電動機の点検方法と点検の基準
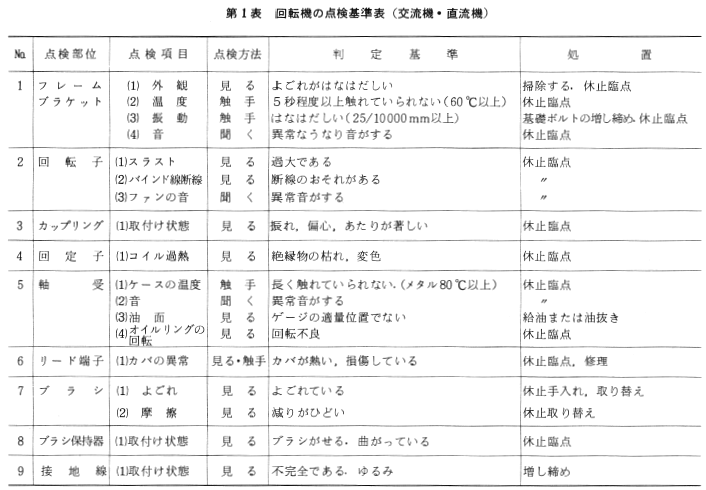
運転中の電動機の点検を、どのような方法で実施に移していくかが、上手な運転保守を行ううえでのポイントになります。そこで、運転中の電動機を対象にして点検基準をまとめたのが第1表です。
簡易据付け心出し精度の測り方
電動機継手Aと相手機械継手Bの軸心が、完全に一致しないために生ずるくるいを偏心といいます。
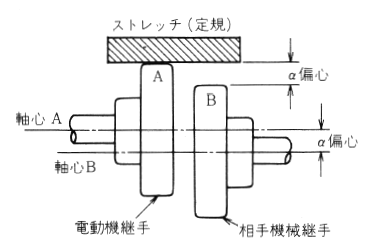
- 偏心の測定順序
- 電動機継手Aと相手機械継手Bの外周面の上下、左右の各位置にストレッチまたは定規を当てます。
- ストレッチまたは定規と継手とのすきまαが偏心を示します。
電動機継手Aの端面と相手機械継手Bの端面が、完全に平行でないために生ずる誤差角θを、平行度といいいます。
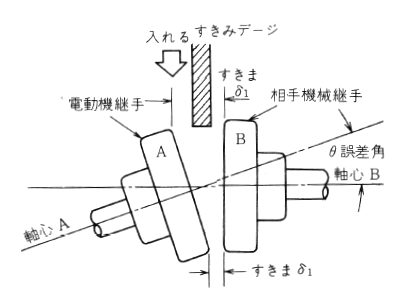
- 平行度測定順序
- 電動機継手Aと相手機械継手Bの継手端面間の上下、左右の各すきまδl,δ2にすきみゲージを挿入します。
- 各すきまの差が平行度を示す。

